What is a Multi-Level BOM (Indented BOM)?
A multi-level BOM is a bill of materials that represents the composition of various subassemblies in addition to the final product. This type of BOM becomes indispensable when a certain level of product complexity is reached but there are also situations where the use of a multi-level BOM is unwarranted.

You can also listen to this article:
What is a Multi-Level BOM (Indented BOM)?
A multi-level BOM, also referred to as an indented BOM, is a bill of materials that details the composition of the product as well as the composition of the subassemblies used in the product. While a single-level BOM would only include the highest-level components and materials used in the making of a product, a multi-level bill of materials also breaks down the BOMs of the components, the components of the components, and so forth.
Indented BOMs are therefore used by manufacturers that also produce the subassemblies used in their products. Manufacturers that buy all of their subassemblies only require single-level BOMs.
For example, a furniture manufacturer that makes wooden dressers could create an indented BOM that would include:
- Frame + three drawers as the first-level BOM
- The BOMs of both the frame and the drawers as second-level BOMs
The example above is extremely simplified – more often, multi-level BOMs are much more intricate.
When should I use Multi-Level BOMs?
Multi-level BOMs can be used with any product that contains a subassembly, but their usefulness grows exponentially as the product becomes more elaborate. They become practically indispensable once you reach a certain product complexity and need to manage the manufacturing of many subassemblies. Indented BOMs are also a great help if you use some of your subassemblies in multiple products.
Having tens, hundreds, or even thousands of subassemblies expressed with separate single-level BOMs makes it very difficult to coordinate and schedule production and purchasing, and to track your inventory. And managing everything in this manner gets even more complicated if you offer customization options.
Indented BOMs are also a good option if you use material kitting to simplify inventory picking. In this case, material kits constitute lower-level BOMs that are used to manufacture the main product.
Even though multi-level BOMs and subassemblies are often associated with discrete manufacturing, process manufacturers can also make use of indented BOMs. For example, a baker could use a batch of dough as a subassembly (consisting of flour, yeast, oil, butter, and eggs) that will then be used to bake various types of pastries. Or a cleaning agent manufacturer could use its core formula (the subassembly) in various different-scented products or different-sized containers.
When should I not use Multi-Level BOMs?
In the context of production and materials planning, the detailed structure of a product may be irrelevant, and using a multi-level BOM could even become detrimental as too many details could make one lose sight of the big picture.
For example, when the production process is fairly short, it would be reasonable to flatten the BOM – to look at all of the components as parts of a single-level BOM. This is done to simplify the purchasing process.
I.e. if some components are used in several of the sub-assemblies in a product, the component quantities should be added together and ordered all at once. By doing this, you can minimize the time spent on purchasing activities and reduce the risk of ordering errors. Using the just-in-time model to synchronize deliveries with individual operations would needlessly complicate matters in environments with short throughput times.
In addition, when your product does contain many subassemblies but there is a single production operation – assembly – done at once in one continuous operation, then using a multi-level BOM would not make sense from a production scheduling point of view. Instead of scheduling multiple blocks, a flattened BOM would allow the production scheduler to schedule a single operation. Furthermore, the assembly worker would need to report the start and finish times of a single operation instead of dozens.
The answer to when to use multi-level BOMs and when not to is therefore dependent on many factors, not just the product structure. Too many details may overcomplicate simple steps while too few details could make you miss important nuances.
Using Excel to manage Multi-Level BOMs
Excel or other spreadsheet programs have been used in production planning for decades and it is not impossible to manage the production of multi-level products there. But it is very difficult and risky. Even though spreadsheets are very affordable and there are free templates available online for managing various aspects of manufacturing, they may become disastrously expensive once errors start to add up.
According to some reports, 90% of all spreadsheets with more than 150 rows contain errors. Managing your multi-level BOMs, however, may require thousands of rows, compounding the risk of errors even further.
Spreadsheet-based production management systems are also notoriously unintuitive and clunky, becoming more and more inconvenient as their complexity grows. And although the basics of Excel can be learned in a few days, using it at this level requires the user to be a seasoned expert.
Setting up the relations, macros, and formulas needed for multi-level BOM management and production planning is best left to Excel professionals. But luckily there’s a much better option available even for small manufacturers with tight budgets.
Read more about Production Planning with Excel.
Managing Multi-Level BOMs in an MRP system
A modern MRP system that can handle multi-level BOMs is a godsend to manufacturers struggling with BOM management and production planning. Allowing you to easily create multi-level BOMs and instantly tie them to shop floor and inventory management, a well-designed BOM software drastically reduces the amount of work needed to manage the production of items with a multi-level structure.
In practice, each sub-level item or subassembly within an MRP system is a separate SKU. It could be:
- Produced and stocked independently and used from stock as necessary.
- Only produced within a larger process and used right away in a subsequent step – in a higher level product –, never to appear in stock.
- A phantom item is just a logical collection of items for organizational purposes, e.g. when it makes sense to pick a group of parts from stock all at once as these will be used together.
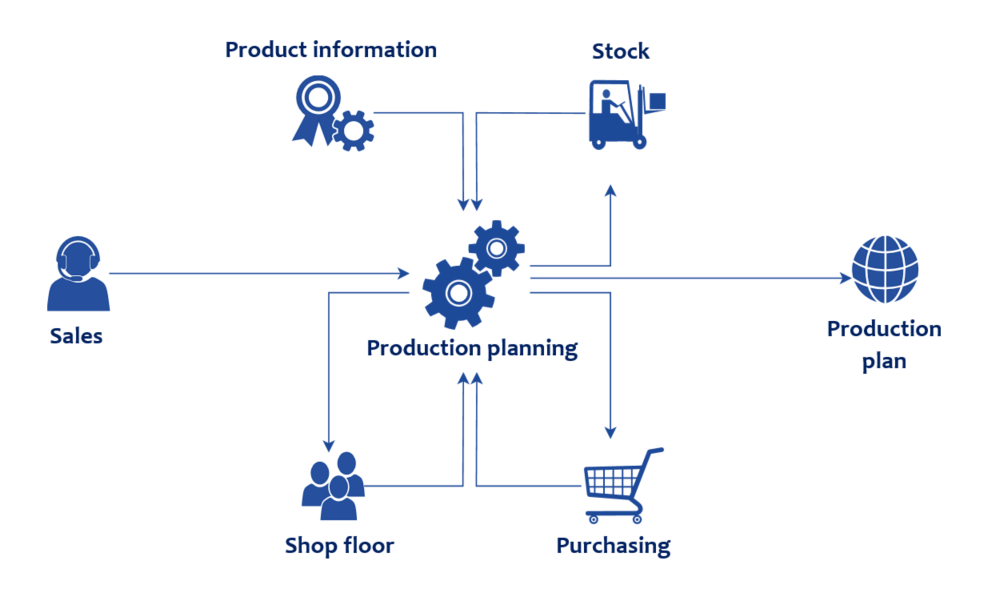
Having set up the bills of materials and production routings in the system, you can create manufacturing orders for your products. The manufacturing orders then include MOs for all of the subassemblies needed to manufacture the end-products, allowing you to book the necessary quantities of raw materials and components from stock, and automatically schedule the manufacturing operations needed to complete the orders.
If you offer customization options for your multi-level products, however, a robust MRP system with both multi-level BOM and product configuration capabilities allows you to effortlessly manage the production of hundreds of configurable subassemblies. And this is one area where MRPeasy easily beats other cloud-based MRP systems.
Compared with using separate single-level BOMs for all of your subassemblies, the above-mentioned functionality drastically reduces the amount of paperwork and the time spent on MO creation, material planning, and production scheduling.
If you have already set up your indented BOMs in spreadsheets or if you use CAD software to design complex products, MRPeasy also allows you to easily import them in bulk as a CSV file. This way you can avoid wasting time on manual data re-entry and minimize the resources spent on setting up the system.
Read more about importing multi-level BOMs to MRPeasy from our User Manual.

Key takeaways
- A multi-level BOM, also referred to as an indented BOM, is a bill of materials that details the composition of the product as well as the composition of the subassemblies used in the product.
- Indented BOMs are used by manufacturers that also produce the subassemblies used in their products.
- Manufacturers that buy all of their subassemblies only require single-level BOMs.
- A multi-level BOM is useful if your product is very complex, if you use the same subassembly in multiple products, or if you want to use material kitting to simplify inventory management and handling.
- The use of a multi-level BOM is unwarranted if the throughput time is short or if the manufacturing process only consists of one assembly operation performed all at once.
- When dealing with multi-level BOMs, using an MRP system is essential to properly manage production and materials planning.
You may also like: Inventory Planning – A Quick Guide