What is Cycle Time in the Manufacturing Process?
Cycle time is the time it takes to complete a single manufacturing operation. It is a manufacturing KPI used to measure the efficiency of specific production processes and to discover and eliminate bottlenecks.

You can also listen to this article:
What is cycle time?
Cycle time is the time it takes to complete a single manufacturing operation on one unit or batch from start to finish. A cycle is therefore a single step in a product’s manufacturing process, e.g. welding a component, assembling a part, or finishing a product.
Understanding and managing the time it takes to complete each operation can be crucial for effective production planning and scheduling, ensuring that each step of the production process is as efficient as possible.
Types of cycle time
You can approach cycle time by using two different methods:
- Effective cycle time encompasses all activities that support the manufacturing process, including preparatory and concluding steps like loading and unloading materials. This method measures cycle time from the beginning of one process to the start of the next within the same workstation, providing a more holistic view of the process time. Effective cycle time is useful for understanding the total time a workstation is occupied with a task, including both processing and supportive activities.
- Equipment cycle time focuses solely on the time a unit is actively being processed. This approach excludes any preparatory or concluding activities, concentrating strictly on the core processing time. Equipment cycle time is crucial for analyzing the efficiency of the core manufacturing process itself, independent of supportive tasks.
Additionally, understanding the distinction between typical and ideal cycle times is important:
- Typical cycle time is the average time usually achieved under normal operating conditions. It is a realistic measure for planning and benchmarking, reflecting actual operational performance.
- Ideal cycle time represents the theoretical minimum time required to process one unit, assuming optimal conditions without any delays or inefficiencies. Ideal cycle time is a target for process improvement initiatives, helping to identify the potential for reducing waste and increasing efficiency.
Regardless of the type, cycle time is an important manufacturing KPI that allows managers to get a detailed view of the company’s productivity.
Why is cycle time important?
Cycle time is one of the most important metrics when it comes to measuring the effectiveness of your manufacturing operation. Here is why it is so significant:
- Increased efficiency. Tracking cycle times helps manufacturers pinpoint inefficiencies and non-value-adding activities in their processes and find ways for production workflow optimization. When time tracking is an ongoing activity, it facilitates continuous improvement, not only by constantly benchmarking process efficiency but also by continuously updating benchmarks as results improve.
- Informed shop floor workers. A defined cycle time will provide factory floor team members with information on what is expected from them in terms of process times.
- Better production scheduling. Calculating your average processing times enables you to create accurate production schedules that are based on how long processes actually take.
- Higher production rates. A reduction in cycle time often correlates with an increase in production rate without compromising product quality.
- Reduced lead times. By improving processing times, customer lead times are reduced as a consequence.
- Improved customer satisfaction. Shorter lead times and the ability to quickly respond to changing customer demand inevitably lead to greater customer satisfaction.
In conclusion, cycle time is more than just a measure of net production time; it’s a comprehensive tool for increasing operational efficiency, eliminating bottlenecks, effectively meeting customer demand, and driving continuous improvement.
How to calculate cycle time?
If products are processed one by one, cycle time is calculated by dividing the total amount of goods processed in a workstation by the duration of the process. The cycle time formula is, therefore:
Cycle Time (per 1 product) = Process duration / Total amount of goods processed
That means if you have one single workstation that assembles a product from start to finish, its CT is the duration of one assembly.
For example, when a CNC machine processes 90 units in an hour, its productivity is 90 units/h, and therefore its CT is 60 / 90 = 0.67 minutes or 40 seconds per unit.
If you are working with batches, the CT corresponds to the processing time of the batch. Instead of performing a cycle time calculation, just measure the length of time it takes to process a batch of goods.
Cycle Time (per batch) = Process duration for a batch of goods
For example, let’s take a baker who bakes a batch of bread in 30 minutes – the baking process’s cycle time is 30 minutes, which is the time it takes to bake the bread, and the maximum batch size is 60 loaves. In this case, cycle time is 30 minutes for any quantity between 1 and 60 as no loaf will bake faster than the others.
What is cycle time loss?
Cycle time loss is incurred whenever equipment runs slower than it ideally does, and whenever small stops that do not qualify as downtime occur in the cycle.
Ideal cycle time, or the theoretical minimal processing time, is the benchmark used for measuring cycle time loss.
This benchmark is usually specified by the original equipment manufacturer, but you can also do a survey of processing times and use the maximum operating speed achieved as the ideal.
Cycle time loss is the difference between the actual and the ideal CT.
To find it, you need to measure the total run time of the process and subtract the ideal cycle time for all the units processed.
Cycle Time Loss = Run Time – (Total Units x Ideal Cycle Time)
For example, consider a lathe in a carpenter’s workshop. The lathe runs for 30 minutes and processes 15 units. Let’s say that the ideal processing time for this operation has been found to be 105 seconds.
According to the ideal cycle time, the lathe’s run time should have been:
Total Units x Ideal Cycle Time = 105 x 15 = 1575 seconds = 26.25 minutes
The cycle time loss in this case was:
Cycle Time Loss = 30 – 26.25 = 3.75 minutes
That means 3.75 minutes out of the 30 minutes were lost to inefficiencies. Now it is time to investigate, where the cycle time losses occurred and to eliminate their root causes.
Causes of cycle time loss
As mentioned above, cycle time loss is the amount of time lost to non-value-added activities during a production process. Here are some of its most common causes:
- Machine downtime. Breakdowns or unplanned maintenance can significantly slow down production.
- Inefficient processes. Unoptimized processes can involve unnecessary steps and cause delays in production.
- Raw material shortages. When the necessary materials do not reach the shop floor at the right time, waiting time can increase cycle time.
- Human factors. The aptitude level or agility of the operator can substantially affect processing times.
- Bottlenecks. If a production step is bottlenecking, it may slow down production in all the processes downstream from the bottleneck.
- Quality issues. Time spent identifying or reworking quality issues adds to the cycle time. These issues may stem from sub-par materials or employee errors.
- Poor workflow design. An inefficient shop floor layout and poorly conceived production routings can lead to unnecessary movement and an increase in process times.
Addressing these causes of cycle time loss is essential for maintaining efficient production rates and achieving overall operational excellence. Let’s see how we can do this.
How to reduce cycle times?
Cycle times can be reduced by minimizing cycle time loss. To effectively reduce cycle time loss, manufacturers need to adopt a multi-faceted approach that addresses the various factors contributing to inefficiencies. Utilizing cycle time measures to guide process improvements, focusing on raw materials management, and embracing automation are key strategies.
Streamline material management. Efficient management of raw materials is crucial to minimize waiting time in production. This involves optimizing the internal supply chain to ensure the timely availability of raw materials on the shop floor, thus preventing delays.
Automate repetitive processes. Manufacturing automation plays a significant role in reducing processing times. By automating repetitive tasks and processes, manufacturers can significantly reduce the period of time spent on each production cycle. This not only speeds up the process but also reduces human error, ensuring consistency in quality and output.
Adopt lean manufacturing principles. Lean manufacturing techniques, such as kanban, help streamline production and reduce waste, including excess cycle time loss. Kanban systems can be particularly effective in managing workflows, reducing waiting times, and ensuring that production aligns with customer demand and timelines.
Optimize processes with manufacturing ERP software. MRP or manufacturing ERP software can be transformative in reducing cycle time loss. By tracking cycle times in MRP systems like MRPeasy, manufacturers can gain invaluable insights into their production processes, enabling them to eliminate the root causes of cycle time loss.
Cycle time in manufacturing ERP software
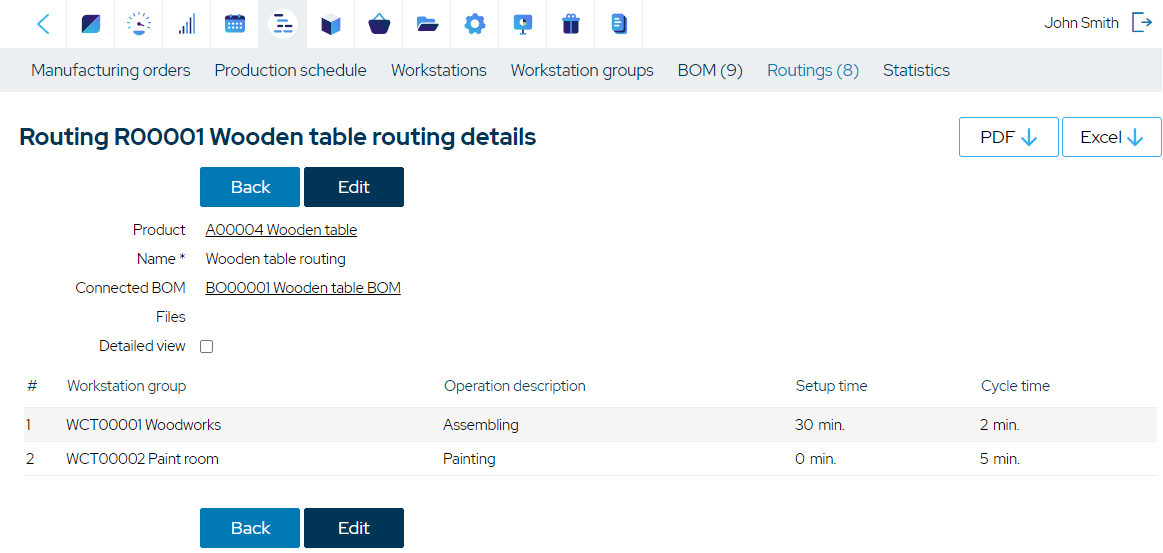
Cycle time is an essential functionality within any robust manufacturing software. After specifying a process’s duration, the software uses that information to accurately schedule production operations, so you would have a concise overview of your production calendar.
This means that these cycle times should be realistic, not theoretical.
As such, the meaning of “cycle time” in a manufacturing ERP may be much looser and more simplistic than what the theory says.
It should be measured, e.g. with a stopwatch on the shop floor – the clock is started when the operation (or a production stage comprising of several operations) starts and stopped when the processing ends.
In a manufacturing ERP, cycle times may even include several operations, inspection, waiting, and move times, which in theory are all different concepts. But keep in mind that it is required for accurate scheduling purposes only, and all such details should not (and often cannot) be micromanaged in the ERP system.
A bonus is that when shop floor workers report their activities, the ERP can provide real-time statistics on how the actual cycle times differ from what is defined in the system.
That will give you the chance to detect trends and identify inefficiencies and shortcomings related to your production equipment, materials, or shop floor workers.
Thanks to its massive data collection and analysis capabilities, manufacturing ERP software is a much more efficient way to keep up with cycle times than Excel or pen-and-paper methods.
Cycle time vs. throughput time
Cycle time and throughput time are closely related and due to this, they are often confused with one another.
While cycle time measures the duration of isolated tasks, throughput time sums up all of the time a product spends in the manufacturing process as a whole.
Broken down, throughput time consists of:
– Processing time
– Inspection time
– Move time
– Queue time
You can speak of cycle time and throughput time as interchangeable terms only if your whole manufacturing process consists of only one operation, and that is mostly not the case.
Cycle time vs. takt time
Takt time is the processing rhythm that the shop floor uses at a given time. It is decided by taking both cycle time and demand into consideration.
When goods are produced sequentially, takt time is used to indicate how much time should be spent on one unit to make sure products are finished on time and that there is a minimal amount of idle time.
For example, if you need to produce 160 units a day and 2 workers have one 8-hour shift to do the job, then the takt time would be (2 x 8 x 60) / 160 = 6 minutes.
Even if your typical processing time is actually 3 minutes, i.e. your workers could process the necessary amount of units to meet demand in half the time, you may want to slow down the process in order to ensure that your workers would not rush and that they would have something to do at all times.
If demand is high, then takt time can be equal to cycle time, but never shorter; if demand happens to be low, then takt time is greater than CT.

Key takeaways
- Cycle time is the duration to complete a single manufacturing operation on a unit or batch and as such, it is a crucial manufacturing KPI for measuring the efficiency of specific production processes.
- Effective cycle time includes all supportive activities like loading/unloading materials. It measures from the start of one process to the next within a workstation. Equipment cycle time focuses only on the time a unit is actively being processed, excluding supportive activities.
- Cycle time loss is the time lost to non-value-added tasks during a processing cycle. This may be caused by machine downtime, inefficient processes, material shortages, etc.
- Cycle time loss can be reduced by streamlining material management, automating repetitive processes, adopting lean manufacturing principles, and implementing MRP/ERP software.
- Throughput time is the total time a product spends in the larger production process — from raw materials to final product.
- Takt time is the production rhythm that balances cycle time with demand.
Frequently asked questions
The variance in cycle times across different industries reflects the diversity of manufacturing processes and the specific efficiency goals each sector aims to achieve. Industries such as electronics and automotive may strive for extremely short cycle times to enhance productivity and meet high consumer demand, whereas more specialized fields like custom machinery may have longer cycle times due to the complexity and customization involved in their manufacturing processes.
Reducing cycle time for a single manufacturing operation can be significantly impacted by the adoption of automation and process optimization techniques. Automation reduces manual handling and speeds up production, while process optimization, such as streamlining workflows and minimizing unplanned stoppages, directly reduces the time taken to complete each operation.
A decrease in cycle time directly influences labor costs by improving productivity; less time is needed to produce the same number of goods, allowing for labor to be reallocated to other value-adding activities. Additionally, shorter cycle times can lead to a reduction in inventory costs, as goods move more quickly through the production process, requiring less storage and reducing the capital tied up in stock.
You may also like: Production Routing – Definitions, Tips, and Examples